
















CEMEX TAR processor


CEMEX TAR processor
Contact us for price
Austria
Description
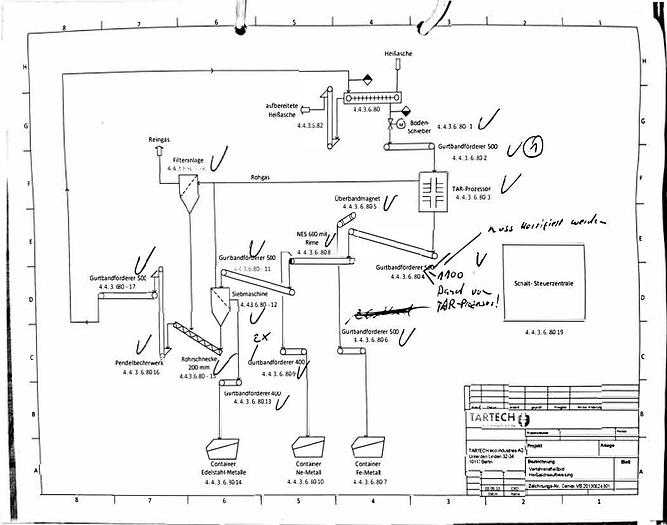
Technical description of the system for processing hot ashes
The processing of the ash with the system works as follows:
In the bottom of the carrier conveyor (pos. 4.4.3.6.80), with which the hot ashes are conveyed
the hot ashes are conveyed, an electrically driven bottom slide (4.4.3.6.80- 1) with an opening of
400 mm x 500 mm is installed.
After all drives of the preparation system, including the filter system, have been started up, i.e. the complete
the complete preparation system is ready for operation, the bottom slide opens automatically.
bottom slider of the support chain conveyor opens automatically.
The hot ash is then conveyed at right angles to the conveying direction of the carrier conveyor via a
belt conveyor (4.4.3.6.80- 2) and fed to the TAR processor (4.4.3.6.80- 3).
is fed.
In the TAR processor, which has two counter-rotating rotors with flexible impact tools
the material flow of hot ashes and metals is treated.
In this process, the mineral components of the hot ash are crushed, the
metals are cleaned of adhering minerals and the metals "baked" into the hot ash are broken down.
metals "baked" into the hot ash.
After this process, the material flow consists of free, purified metals and
crushed minerals (approx. 0-5 mm).
Via a discharge conveyor belt (4.4.3.6.80- 4) under the TAR processor, the material flow is
to an overbelt magnet (4.4.3.6.80- 5), which is positioned above the coparomel of the discharge conveyor belt in the conveying direction.
conveyor belt in the conveying direction.
The overbelt magnet separates all magnetisable metals (FE metals) from the material flow and
from the material flow and feeds them to a further belt conveyor (4.4.3.6.80- 6), via which
FE metals are transported to a discharge chute.
A container (4.4.3.6.80- 7), in which the FE metals are collected, is located under the discharge chute.
are collected.
After FE separation, the material flow is fed to the feed chute of the non-ferrous metal
separator (4.4.3.6.80- 8) (non-ferrous metal separator).
Via the non-ferrous metal separator downstream of the feed vibrating feeder
the non-ferrous metals contained in the material flow are separated at its pole drum.
These separated non-ferrous metals fall onto another belt conveyor (4.4.3.6.80-
9), via which the non-ferrous metals are transported to a second discharge chute.
There is also a container (4.4.3.6.80- 10) under this discharge chute, in which the non-ferrous metals are collected.
- metals are collected.
The material flow, which now only consists of crushed hot ash (mineralised material) containing
VA metals, is conveyed via another belt conveyor (4.4.3.6).
(4.4.3.6.80- 11) to a special screening machine (4.4.3.6.80- 12).
On this special screening machine, the VA metals > 8 mm (separation cut < 0/8 mm) are
are screened out of the material flow and fed to another belt conveyor (4.4.3.6.80- 13).
is fed.
The belt conveyor transports the separated VA metals to the third discharge chute.
discharge chute, via which the VA metals are discharged into the three-positioned
collection container (4.4.3.6.80- 14) positioned below.
Transfer in the trough conveyor takes place from above via an encapsulated discharge hood.
discharge hood.
To avoid dust emissions above the permissible limit values, the preparation system is
processing plant is equipped with an efficient filter system (4.4.3.6.80- 18).
The filter system removes the dust from the strongest emitters, such as the TAR
processor and the special screening machine. The filter system is sufficiently dimensioned
dimensioned so that there is sufficient negative pressure at all transfer points. All
transfers are mechanically sealed off from the outside.
Op5onally, the filter system can be used for other emi<ents, such as belt transfer, provided that
dust emissions that are above the permissible limit values,
are extracted.
The filter sump, i.e. the separated dust, is fed through a rotary valve into the
screw conveyor between the special screening machine and the pendulum bucket conveyor.
This closes the mineral dust cycle.
The processing plant is equipped with the prescribed and required safety and monitoring devices.
and monitoring equipment.
The entire processing plant is controlled and monitored by a SIEMENS S7 PLC.
The necessary control cabinets are located together with all control units in the control centre
in the control centre (4.4.3.6.80- 19), which is housed in an air-conditioned 1O' container.
container.
The process flow diagram is shown in the plan VB 20130624 001 and is attached to this
attached to this "Technical Description".
Find more here - https://www.ucymachines.com/
Contact us at - sales@ucymachines.com
Specifications
| Manufacturer | CEMEX |
| Model | TAR processor |
| Condition | Used |